In today's world, maintaining the integrity of temperature-sensitive goods during transit is paramount. From pharmaceuticals to perishable foods, the 'cold chain' demands meticulous monitoring and control. Imagine the consequences of a temperature excursion – spoiled vaccines, unsafe food, and significant financial losses. At Zero One Solution Limited, we understand these challenges. That's why we've developed a cutting-edge Smart Cold Chain Monitoring Board Solution, leveraging our expertise in PCB design, manufacturing, and assembly to provide a robust and reliable system for safeguarding your valuable cargo. This article delves into the intricacies of our solution, exploring its features, benefits, and how it can revolutionize your cold chain management.
Introduction to Cold Chain Monitoring
The "cold chain" refers to a temperature-controlled supply chain that maintains specific temperature ranges for perishable products, ensuring their quality and safety from point of origin to consumption. Critical across diverse sectors, including pharmaceuticals, food and beverage, and healthcare, its integrity directly impacts product efficacy, consumer health, and regulatory compliance. Any deviation from the required temperature range can lead to significant product degradation, financial losses, and severe public health risks, underscoring the indispensable need for robust and effective cold chain monitoring solutions.
Pharmaceuticals Maintaining precise temperatures for vaccines, biologics, and sensitive medications is paramount to preserve their potency and efficacy. The World Health Organization (WHO) estimates that over 50% of vaccines are wasted globally each year due to cold chain failures, highlighting the immense stakes involved. Effective monitoring prevents degradation, ensuring patient safety and treatment effectiveness, and complying with stringent regulatory bodies like the FDA and EMA for Good Distribution Practices (GDP).
Food and Beverage From fresh produce to frozen goods, consistent temperature control is vital to inhibit bacterial growth, prevent spoilage, and extend shelf life. The U.S. Department of Agriculture (USDA) emphasizes that proper cold chain management significantly reduces foodborne illnesses and food waste, which globally accounts for approximately 1.3 billion tons annually. Monitoring ensures food safety, preserves quality, and minimizes economic losses due to spoilage or recalls, meeting consumer expectations for freshness and safety standards such as HACCP (Hazard Analysis and Critical Control Points).
Healthcare and Biotechnology Blood products, organs for transplant, laboratory reagents, and sensitive diagnostic samples require meticulous temperature control. Failures in this chain can render irreplaceable biological materials unusable, impacting patient care and research outcomes. Real-time monitoring provides immediate alerts for temperature excursions, safeguarding critical medical supplies and samples, vital for diagnostics, research, and life-saving procedures.
Industry
Key Products
Impact of Temperature Deviation
Regulatory Compliance / Standard
Pharmaceuticals
Vaccines, Biologics, Medications
Loss of Efficacy, Patient Risk, Financial Loss
FDA, EMA, WHO GDP
Food & Beverage
Perishable Produce, Dairy, Meat
Spoilage, Foodborne Illness, Waste
USDA, FDA, HACCP
Healthcare
Blood, Organs, Reagents
Material Degradation, Diagnostic Failure
CLIA, AABB
Challenges in Traditional Cold Chain Monitoring
Traditional cold chain monitoring methods often fall short in delivering the precision, real-time insights, and comprehensive data integrity required for today's stringent regulatory environments and perishable goods management. These conventional approaches, while historically foundational, introduce significant vulnerabilities that can compromise product quality, lead to costly waste, and hinder operational efficiency across various industries.
Challenge Area
Traditional Method Limitation
Impact on Cold Chain Integrity
Data Accuracy & Reliability
Manual logging prone to human error, standalone data loggers require physical retrieval.
Inaccurate temperature records can obscure critical excursions, leading to compromised product safety and compliance failures.
Real-time Visibility
Batch data uploads, delayed access to temperature information.
Lack of immediate alerts prevents timely intervention, exacerbating damage from temperature breaches and increasing spoilage rates.
System Integration
Disparate systems, incompatible data formats, minimal automation.
Fragmented data prevents holistic analysis, complicates auditing, and increases operational overhead for data consolidation.
Scalability & Cost
High labor costs for manual checks, capital expenditure on numerous individual devices.
Difficulty in scaling operations efficiently; high operational expenses hinder profitability and competitive advantage.
Risk of regulatory fines, reputational damage, and loss of certification due to insufficient or unverified cold chain documentation.
Addressing these inherent limitations is crucial for industries reliant on the cold chain. The inability to consistently monitor, analyze, and react to temperature fluctuations in real-time creates significant operational blind spots, ultimately undermining the integrity and profitability of supply chain operations.
Zero One Solution's Smart Cold Chain Monitoring Board: An Overview
Smart Cold Chain Monitoring Board
Zero One Solution Limited introduces its cutting-edge Smart Cold Chain Monitoring Board, a purpose-built PCB-based solution engineered to address the critical challenges of temperature-sensitive logistics. Leveraging our deep expertise in rapid prototyping and high-reliability PCB manufacturing, this innovative board provides unparalleled real-time visibility and control over cold chain integrity, ensuring product quality and regulatory compliance from origin to destination.
What is the primary function of Zero One Solution's Smart Cold Chain Monitoring Board? The primary function of the Smart Cold Chain Monitoring Board is to provide continuous, real-time monitoring of environmental conditions, specifically temperature and humidity, throughout the cold chain. It captures, processes, and transmits critical data to ensure product integrity for pharmaceuticals, food, and other sensitive goods, mitigating risks of spoilage and regulatory non-compliance.
How does this board differentiate itself from traditional cold chain monitoring solutions? Unlike traditional, often manual, or standalone data logging methods, Zero One Solution's board offers real-time data transmission, integrated GPS tracking, and advanced alerting capabilities. Its PCB-based design ensures robustness, miniaturization, and seamless integration with IoT platforms, providing a comprehensive and proactive approach to cold chain management.
Which industries can benefit most from this monitoring board? This Smart Cold Chain Monitoring Board is particularly beneficial for industries where temperature control is paramount. These include pharmaceuticals (vaccines, biologics), food and beverage (perishables, frozen goods), healthcare (blood products, lab samples), and logistics companies transporting temperature-sensitive cargo.
What are the core technical advantages of Zero One Solution's board design? Built with high-quality components and optimized PCB layouts, our board offers superior data accuracy, extended battery life through efficient power management, and robust connectivity options (e.g., cellular, Bluetooth, Wi-Fi). Its compact form factor allows for versatile deployment in various cold chain assets, from shipping containers to warehouse freezers.
Is the Smart Cold Chain Monitoring Board suitable for rapid prototyping and deployment? Absolutely. As a leader in rapid prototyping, Zero One Solution has designed this board for quick customization and agile deployment. Our integrated design-to-manufacturing capabilities ensure that tailored solutions can be rapidly developed and scaled to meet specific client needs and market demands.
Key Components and Functionalities of the Smart Cold Chain Monitoring Board
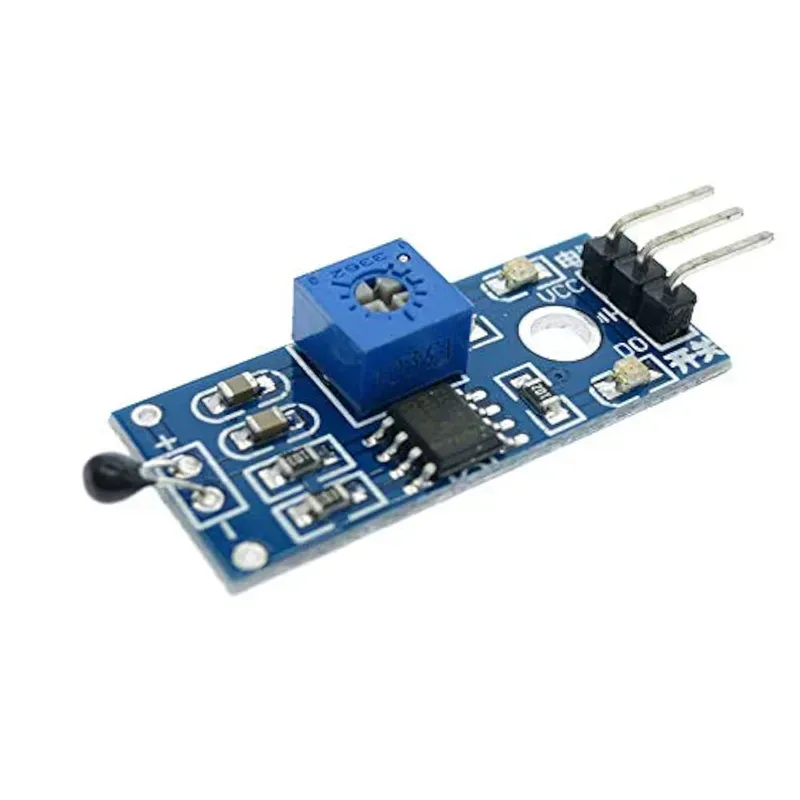
Temperature Sensor Module
The efficacy of a Smart Cold Chain Monitoring Board hinges on the synergistic operation of its core components, meticulously engineered to ensure precise, real-time environmental oversight. At Zero One Solution Limited, our monitoring board integrates a sophisticated array of sensors, communication modules, and power management systems, each playing a critical role in safeguarding sensitive goods throughout their journey. This modular design not only ensures robust performance but also facilitates customization to meet diverse industry requirements.
Component
Functionality
Contribution to Cold Chain Monitoring
Temperature Sensors
Accurate measurement of ambient temperature.
Ensures goods remain within specified temperature ranges, preventing spoilage or degradation. Critical for regulatory compliance in pharmaceuticals and food industries (e.g., FDA 21 CFR Part 11).
Humidity Sensors (Optional)
Measurement of ambient humidity levels.
Essential for goods sensitive to moisture, like certain chemicals or electronics, preventing damage from condensation or excessive dryness. Optimizes storage conditions for perishables like fresh produce and certain medical devices, extending shelf life and maintaining quality through precise humidity control based on industry standards (e.g., ISTA 20).
GPS Module
Precise location tracking of goods in transit.
Provides real-time visibility into the exact whereabouts of shipments, crucial for logistics optimization, theft prevention, and proof of delivery. Enhances route efficiency and allows for rapid response to unforeseen delays or diversions, minimizing transit risks and optimizing delivery schedules for time-sensitive cargo (e.g., "just-in-time" supply chains).
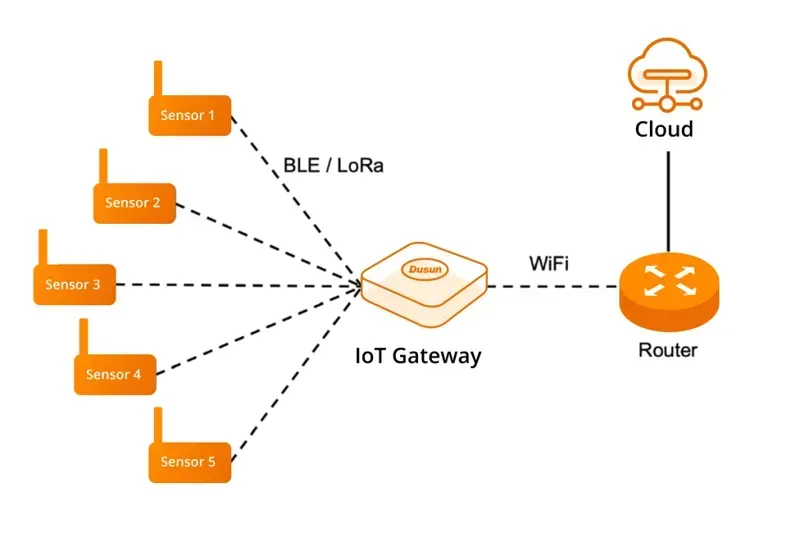
Communication Interfaces (e.g., Cellular, Bluetooth, Wi-Fi, LoRa)
Facilitates data transmission to cloud platforms or local devices.
Enables real-time data streaming and remote monitoring, ensuring immediate alerts for deviations. Supports diverse deployment scenarios from long-range asset tracking (Cellular, LoRa) to short-range in-warehouse monitoring (Bluetooth, Wi-Fi), providing flexible and reliable data connectivity tailored to specific operational needs. Cellular (4G/5G) offers broad coverage for in-transit monitoring, Bluetooth Low Energy (BLE) for localized data logging within a facility, Wi-Fi for stationary access points, and LoRaWAN for long-range, low-power applications, each optimized for different data transmission requirements and environmental conditions, ensuring seamless data flow across the entire supply chain (e.g., GSM Association standards for cellular IoT).
Microcontroller Unit (MCU)
Processes sensor data, manages communication, and controls overall board operations.
The "brain" of the board, enabling intelligent decision-making, data logging, and alert triggering. Optimizes power consumption and computational efficiency, ensuring reliable and continuous operation even in remote or challenging environments, thereby maximizing uptime and data integrity (e.g., ARM Cortex-M based MCUs for low-power embedded applications).
Power Management System (e.g., Battery, Solar Integration)
Manages power consumption and provides backup power.
Ensures continuous operation and data collection even during power outages or for long-duration deployments without external power sources. Intelligent power management extends battery life and supports various power sources, including primary batteries, rechargeable batteries, and optional solar charging, ensuring uninterrupted monitoring for extended periods and reducing maintenance frequency (e.g., energy harvesting solutions for sustainable operation).
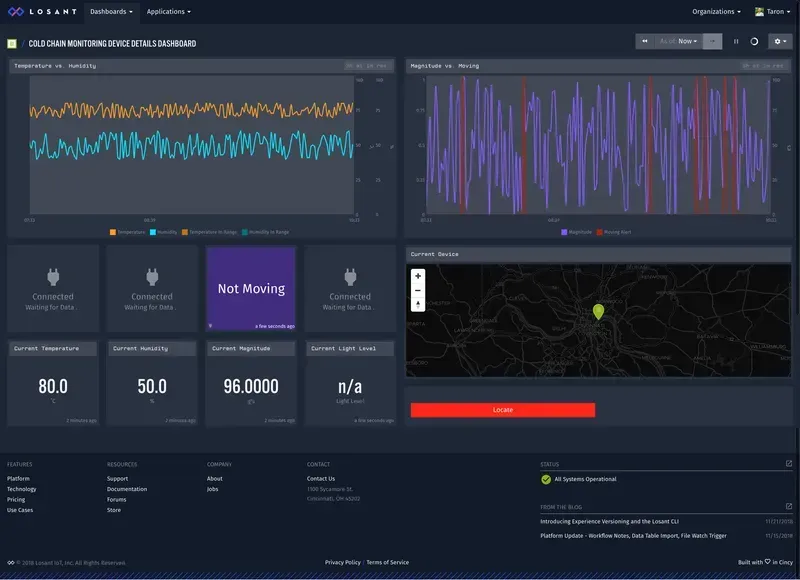
Real-time Data Acquisition and Transmission in Smart Cold Chain Monitoring
Data Transmission to Cloud Platform
Zero One Solution Limited's Smart Cold Chain Monitoring Board is engineered for precision and immediacy in temperature surveillance, leveraging advanced real-time data acquisition and transmission capabilities to ensure the integrity of temperature-sensitive goods. This critical functionality enables continuous oversight of environmental conditions, providing actionable insights that prevent spoilage, ensure compliance, and optimize operational efficiency across the entire cold chain.
High-Precision Sensor Integration The monitoring board integrates high-accuracy digital temperature and humidity sensors (e.g., Dallas DS18B20, Sensirion SHT31) capable of measuring environmental conditions with precision up to
0.1
C. These sensors are strategically positioned to capture ambient and localized temperature fluctuations, providing a comprehensive data set for analysis. Data sampling rates are configurable, typically set to every 5-15 seconds, ensuring immediate detection of any deviations from pre-defined thresholds.
Robust Data Acquisition Protocols Data acquisition is managed by an integrated microcontroller (e.g., STM32 series), which processes raw sensor inputs, filters noise, and timestamps each data point. This embedded intelligence ensures data integrity and reliability at the source, preparing it for efficient transmission. The system supports various data aggregation techniques, including average, min/max, and instantaneous readings, adaptable to specific application requirements.
Seamless Wireless Communication The board supports multiple wireless communication protocols for data transmission, ensuring ubiquitous connectivity. Cellular (2G/3G/4G LTE-M, NB-IoT) modules facilitate long-range data transfer to cloud platforms, ideal for in-transit monitoring. Bluetooth Low Energy (BLE) enables local data offloading and configuration via mobile applications within short ranges, while Wi-Fi connectivity is utilized for fixed installations within existing network infrastructures. This multi-protocol approach guarantees reliable data uplink regardless of the operational environment.
Communication Protocol
Typical Latency
Data Rate
Use Case
Cellular (LTE-M/NB-IoT)
< 5 seconds
20-250 kbps
In-transit, remote monitoring
Wi-Fi
< 1 second
Up to 54 Mbps
Warehouse, fixed installations
Bluetooth Low Energy (BLE)
< 1 second
1 Mbps
Local data access, configuration
The implementation of these sophisticated data acquisition and transmission capabilities positions Zero One Solution's monitoring board as a cornerstone for building resilient and transparent cold chain operations, minimizing risks and maximizing product quality.
Alerting and Reporting Capabilities
Temperature Alert System
Zero One Solution Limited's Smart Cold Chain Monitoring Board elevates cold chain integrity by offering robust alerting and reporting capabilities, ensuring immediate notification of deviations and providing comprehensive data for compliance and optimization. This proactive approach minimizes risks associated with temperature excursions, safeguarding sensitive goods and maintaining regulatory adherence.
How does the Smart Cold Chain Monitoring Board notify users of temperature breaches? The board utilizes multiple communication protocols, including cellular (GSM/GPRS/LTE) and Bluetooth, to transmit real-time temperature data. When pre-defined thresholds are exceeded, the system triggers instant alerts via SMS, email, and integrated cloud platform notifications. This multi-channel approach ensures timely dissemination of critical information to designated personnel, allowing for rapid intervention and mitigation of potential damage or spoilage. Customizable alert hierarchies and escalation paths can be configured to suit specific operational needs, ensuring the right people are notified at the right time.
Alert Type
Trigger Condition
Notification Channels
Benefit
Temperature Excursion Alert
Temperature exceeds/falls below set threshold
SMS, Email, Platform Notification
Prevents spoilage, ensures product safety
Battery Level Warning
Battery charge drops below critical level
Email, Platform Notification
Ensures continuous operation, prevents data loss
Connectivity Loss Alert
Loss of communication with central platform
Email, Platform Notification
Identifies potential monitoring gaps, ensures data integrity
Door Open/Close Alert
Unauthorized access or prolonged door open
SMS, Email, Platform Notification
Enhances security, maintains environmental control
What kind of reports can be generated from the monitoring data? The Smart Cold Chain Monitoring Board facilitates the generation of a variety of customizable reports essential for compliance, analysis, and operational improvement. These include detailed temperature logs, deviation summaries, historical performance trends, and audit trails. Reports can be scheduled for automatic generation or pulled on demand, offering insights into temperature stability, excursion frequency, and cold chain efficiency over specific periods. This data is invaluable for regulatory compliance, quality control, and identifying areas for process optimization, driving continuous improvement in cold chain management.
Benefits of Zero One Solution's Cold Chain Monitoring Board
Zero One Solution Limited's Smart Cold Chain Monitoring Board delivers a transformative impact on supply chain integrity, offering a comprehensive suite of benefits that directly address critical industry pain points. By leveraging advanced PCB technology, our solution ensures unparalleled accuracy and real-time visibility, leading to significant improvements in product quality, operational efficiency, and regulatory adherence. This proactive approach minimizes risks associated with temperature excursions, safeguarding valuable assets and enhancing overall business performance.
Enhanced Temperature Control and Product Integrity Our monitoring board provides continuous, precise temperature data, enabling immediate identification and remediation of deviations. This proactive control significantly reduces product spoilage and waste, particularly for sensitive goods like pharmaceuticals, vaccines, and perishable foods. For instance, studies indicate that proper cold chain management can reduce product loss by up to 15-20% in pharmaceutical logistics.
Reduced Operational Costs and Increased Efficiency By automating monitoring and reporting, our solution eliminates the need for manual checks, reducing labor costs and human error. Real-time alerts prevent costly product recalls and re-shipments, optimizing logistics and inventory management. This leads to a more streamlined and cost-effective cold chain operation, with potential savings of 10% or more on operational expenditures.
Guaranteed Regulatory Compliance The board generates immutable data logs and comprehensive reports, simplifying compliance with stringent regulations such as GDP (Good Distribution Practices) for pharmaceuticals and HACCP (Hazard Analysis and Critical Control Points) for food. This robust documentation provides verifiable proof of adherence, mitigating legal and financial risks associated with non-compliance and ensuring audit readiness.
Superior Data Visibility and Actionable Insights With seamless integration into cloud platforms, our board offers end-to-end visibility across the entire cold chain. This rich data provides actionable insights into route optimization, potential bottlenecks, and equipment performance, empowering businesses to make informed decisions and continuously improve their cold chain strategies.
Scalability and Future-Proofing Designed with a modular and flexible architecture, the Smart Cold Chain Monitoring Board can be easily scaled to accommodate expanding operations and evolving technological requirements. Its adaptability ensures long-term viability and protection of your investment in cold chain infrastructure.
Reduced Risk and Enhanced Brand Reputation Minimizing product damage and ensuring consistent quality builds consumer trust and strengthens brand reputation. Our solution acts as a critical safeguard against supply chain failures, protecting your brand from the negative repercussions of compromised goods and ensuring customer satisfaction.
Integration and Customization Options
Zero One Solution's Smart Cold Chain Monitoring Board is engineered with an unparalleled degree of flexibility, making it an ideal choice for diverse operational environments within the cold chain. This adaptability ensures seamless integration into existing cold chain management systems and offers extensive customization capabilities to precisely align with unique customer requirements, thereby optimizing performance and maximizing return on investment.
Seamless System Integration Our monitoring board is designed for effortless integration with a wide array of cold chain management platforms, including cloud-based dashboards, enterprise resource planning (ERP) systems, and logistics software. Standardized communication protocols such as MQTT, HTTP, and API endpoints facilitate real-time data exchange, enabling a unified view of cold chain operations and streamlining data analytics. This open architecture minimizes integration complexities and accelerates deployment timelines for our clients, ensuring rapid value realization.
Conclusion: The Future of Cold Chain Monitoring with Zero One Solution Limited
Zero One Solution Limited's Smart Cold Chain Monitoring Board stands as a pivotal advancement in ensuring the integrity and efficiency of temperature-sensitive supply chains. By addressing the inherent limitations of traditional methods, our innovative PCB-based solution empowers industries with unprecedented real-time visibility, automated alerting, and comprehensive data reporting, ultimately safeguarding product quality, reducing waste, and ensuring regulatory compliance. This technology is not merely an improvement; it's a transformative step towards a more secure and optimized cold chain ecosystem.
What are the primary benefits of Zero One Solution's Smart Cold Chain Monitoring Board? The primary benefits include enhanced real-time temperature control, significant reduction in product spoilage and waste, improved compliance with stringent regulatory standards, and a substantial increase in overall operational efficiency through automated monitoring and data insights. These advantages collectively contribute to greater profitability and brand reputation for businesses.
How does the Smart Cold Chain Monitoring Board contribute to regulatory compliance? Our board ensures regulatory compliance by providing an unalterable, continuous record of temperature data. This real-time monitoring and historical data logging, coupled with automated alerts for deviations, allows businesses to demonstrate adherence to critical industry regulations and standards, such as GDP for pharmaceuticals or HACCP for food, thereby mitigating risks of non-compliance and associated penalties.
Is Zero One Solution's Smart Cold Chain Monitoring Board adaptable to various industry needs? Absolutely. The Smart Cold Chain Monitoring Board is designed with a highly flexible architecture, allowing for extensive customization and seamless integration with diverse cold chain management systems. This adaptability ensures it can meet the unique requirements of various industries, from pharmaceuticals and food to chemicals and logistics, providing a tailored monitoring solution for specific operational contexts.
What future developments can be expected from Zero One Solution Limited in cold chain technology? Zero One Solution Limited is committed to continuous innovation in cold chain technology. Future developments are focused on integrating advanced AI/ML capabilities for predictive analytics, expanding sensor capabilities for multi-parameter monitoring (e.g., humidity, light), and enhancing connectivity options to further support global IoT networks, solidifying our leadership in smart supply chain solutions.
How can businesses explore partnership opportunities with Zero One Solution Limited? Businesses interested in leveraging our cutting-edge Smart Cold Chain Monitoring Board solution or exploring partnership opportunities are encouraged to visit our official website for detailed product specifications and case studies. Our team of expert engineers and sales representatives is readily available to discuss specific requirements and demonstrate how our solutions can significantly enhance your cold chain operations.
In conclusion, Zero One Solution Limited's Smart Cold Chain Monitoring Board Solution offers a comprehensive and reliable approach to maintaining the integrity of your temperature-sensitive goods. By leveraging our expertise in PCB design, manufacturing, and assembly, we provide a solution that not only meets but exceeds the demands of modern cold chain logistics. Embrace the future of cold chain management with Zero One Solution Limited. Contact us today to learn more about how our Smart Cold Chain Monitoring Board Solution can optimize your operations, reduce waste, and ensure the safety and quality of your products. Partner with us to build a smarter, more efficient, and more reliable cold chain for tomorrow. Visit our website or reach out to our Dubai or Shenzhen offices to explore collaboration opportunities.