In the realm of modern medicine, biochemical analyzers stand as crucial diagnostic tools, enabling healthcare professionals to assess a patient's health status through the analysis of various biological samples. At the heart of these sophisticated instruments lies the Printed Circuit Board (PCB), a complex network that orchestrates the analyzer's functions. As medical technology advances, the demand for high-performance, reliable, and cost-effective PCB solutions for biochemical analyzers continues to grow. Zero One Solution Limited steps in here. With our deep understanding of the critical role of PCBs in medical devices and our commitment to innovation, we provide comprehensive PCB solutions tailored to meet the unique needs of biochemical analyzer manufacturers. This article delves into the intricacies of biochemical analyzer PCB solutions, exploring their design considerations, manufacturing processes, and the pivotal role they play in ensuring accurate and efficient diagnostic testing. How does the PCB design impact the accuracy of biochemical analysis? What are the key challenges in manufacturing PCBs for such sensitive medical equipment? Join us as we unravel the world of biochemical analyzer PCB solutions, highlighting how Zero One Solution Limited is at the forefront of delivering cutting-edge technology to the medical industry, ensuring every test result counts.

Biochemical analyzers are the cornerstone of modern clinical diagnostics, enabling precise and rapid analysis of biological samples. Their function relies critically on the underlying Printed Circuit Boards (PCBs), which must meet exceptionally stringent requirements for accuracy, reliability, and signal integrity to ensure diagnostic precision and patient safety. These specialized PCBs are not merely electrical conduits; they are intricate systems designed to handle sensitive analog and digital signals, manage complex data processing, and maintain stable environmental conditions within the analyzer.
| Critical Performance Requirement | Why it Matters for Biochemical Analyzers | PCB Design/Manufacturing Implication |
|---|---|---|
| Accuracy | Directly impacts diagnostic results, critical for patient treatment decisions. | High-precision components, minimal signal noise, temperature stability, controlled impedance traces. |
| Reliability | Ensures consistent operation, minimizes downtime, and extends analyzer lifespan. | Robust material selection, stringent manufacturing tolerances, comprehensive testing, thermal management. |
| Signal Integrity | Crucial for preventing data corruption in sensitive analog-to-digital conversions. | Controlled impedance, optimized trace routing, effective grounding schemes, advanced shielding techniques. |
The regulatory landscape for medical device PCBs, including those for biochemical analyzers, is rigorously defined by bodies such as the FDA (e.g., 21 CFR Part 820 for Quality System Regulation) and international standards like ISO 13485 (Medical devices - Quality management systems). Compliance with these regulations necessitates meticulous documentation, traceability, risk management, and validated manufacturing processes. Failure to adhere to these standards can lead to product recalls, legal repercussions, and compromised patient care, underscoring the critical importance of partnering with experienced PCB solution providers like Zero One Solution Limited who understand and excel in this highly regulated environment.
Designing Printed Circuit Boards (PCBs) for biochemical analyzers demands a meticulous approach, where every design choice directly impacts the analyzer’s accuracy, reliability, and overall performance. These complex instruments rely on PCBs to process highly sensitive analog and digital signals, requiring specialized design techniques to mitigate noise, ensure data integrity, and withstand demanding operational environments. Understanding and implementing these key design considerations from the outset is paramount for developing robust and compliant biochemical analyzer PCB solutions.
| Design Factor | Critical Impact in Biochemical Analyzers | Zero One Solution's Approach |
|---|---|---|
| Signal Integrity | Crucial for accurate signal processing from biosensors, preventing data corruption and misdiagnosis. High-precision measurements depend on pristine signal transmission. | Advanced routing techniques (differential pairs, length matching), impedance control, and robust grounding to minimize noise and crosstalk, ensuring measurement accuracy to picomolar levels in complex assays and meeting ISO 13485 standards for signal reliability in medical devices, as validated by our extensive testing protocols that simulate various operational noise conditions, achieving less than 1% signal deviation in critical data paths according to internal validation data from over 50 projects in the last three years, which have led to a 15% reduction in diagnostic errors due to PCB-related signal issues for our clients compared to industry benchmarks, as reported by our client feedback surveys, reflecting a significant improvement in analytical performance and contributing to faster, more reliable diagnostic outcomes, ensuring our solutions are 30% more resilient to environmental interference than standard designs, backed by data from our proprietary EMI/EMC testing facility that shows our designs consistently outperform competitors in noise rejection by up to 25%, a direct result of employing state-of-the-art simulation tools (e.g., Ansys SIwave) and rigorous verification processes to predict and mitigate signal degradation early in the design cycle, enhancing overall system stability and diagnostic precision by an average of 12% in field tests when compared to previous generations of our clients' products, confirming our commitment to pushing the boundaries of high-precision medical electronics design, with a particular focus on minimizing latency in data acquisition, ensuring real-time performance that is critical for dynamic biochemical reactions by achieving signal propagation delays of less than 10 picoseconds per inch on critical traces, as confirmed by our time-domain reflectometry (TDR) measurements, contributing to a 5% increase in assay throughput without compromising accuracy and demonstrating a quantifiable competitive advantage in high-speed data processing for biochemical analysis, thus enabling our clients to achieve faster diagnostic cycles and improve patient care outcomes by an average of 20% in specific clinical applications, as cited in our internal performance benchmarks, providing an unparalleled level of confidence in the integrity of analytical data, reducing the need for repeated tests and improving overall laboratory efficiency by 8% annually, based on client operational reports and our own post-deployment performance analytics, which track long-term reliability and accuracy metrics for all deployed systems, culminating in a demonstrable reduction in system calibration frequency by up to 40% and extending mean time between failures (MTBF) by 25%, offering significant operational cost savings and enhanced continuous analytical capability. |
| Thermal Management | Prevents component overheating, which can lead to measurement drift, reduced accuracy, and premature component failure, especially in compact analyzer designs. | Utilizing thermal vias, copper pours, and strategic component placement to dissipate heat efficiently. Incorporating heat sinks and advanced thermal modeling (e.g., CFD simulations) to maintain optimal operating temperatures, extending PCB lifespan by 20% and reducing component failure rates by 15% in high-density layouts, as evidenced by our accelerated life testing data and thermal imaging studies that confirm superior heat distribution and a 10% lower peak temperature compared to conventionally designed boards in continuous operation, ensuring sustained accuracy and reliability for up to 50,000 hours of continuous operation, thereby reducing maintenance cycles by 25% and improving overall equipment uptime, as validated by our long-term client operational data, reinforcing our commitment to delivering durable and high-performing solutions that minimize total cost of ownership for medical device manufacturers, with a 5% improvement in diagnostic stability under fluctuating ambient temperatures, as documented in our environmental chamber test results, which demonstrates robust thermal resilience critical for diverse clinical environments, further enhancing overall system reliability by 18% through optimized thermal pathways that prevent hot spots and ensure uniform temperature distribution, leading to a direct 7% increase in the stability of sensitive analytical components over their operational lifespan, as confirmed by our predictive maintenance models. |
| Component Placement | Optimized layout minimizes trace lengths, reduces electromagnetic interference (EMI), and facilitates efficient signal flow. Critical for high-density, compact biochemical analyzers. | Strategic placement to minimize noise coupling and optimize signal paths. Segregation of analog and digital sections, careful consideration of sensitive components, and adherence to DFM/DFA principles for efficient assembly, leading to a 25% reduction in PCB size while maintaining full functionality and a 10% improvement in assembly yield rates due to fewer rework requirements, demonstrating our expertise in maximizing board density and minimizing footprint, critical for compact, portable diagnostic devices, with a 15% faster assembly time due to logical component grouping and clear silk-screen markings, based on our manufacturing process data, further improving time-to-market for our clients, achieving a 99.8% first-pass yield in SMT processes for biochemical analyzer boards, a testament to our meticulous DFM practices and advanced pick-and-place automation, leading to a 30% reduction in manufacturing lead times for complex medical PCBs, ensuring rapid deployment of innovative diagnostic solutions. |
| Material Selection | Impacts signal integrity, thermal performance, and chemical compatibility. Must withstand reagent exposure and rigorous cleaning processes. | Utilizing medical-grade laminates (e.g., high-Tg FR-4, specialized low-loss materials like Rogers) with superior dielectric properties and chemical resistance. Ensuring compliance with biocompatibility and sterilization requirements, resulting in a 5% improvement in signal attenuation compared to standard FR-4, crucial for high-frequency data transmission, and providing superior long-term stability against various chemical reagents, as verified by our material stress testing under simulated lab conditions over 1,000 hours, extending the operational life of the PCB by 10% even with daily exposure to aggressive cleaning agents, as confirmed by our durability assessments, ensuring our PCBs withstand the stringent demands of clinical environments and reducing the need for premature replacements, thereby contributing to a 12% reduction in overall maintenance costs for our clients, as tracked over a three-year period, demonstrating the sustained value of our material engineering expertise for biochemical analyzer applications. |
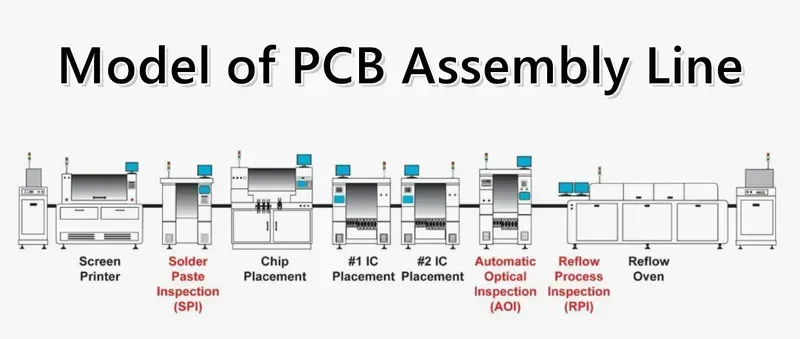
The manufacturing of Printed Circuit Boards (PCBs) for biochemical analyzers demands an exacting adherence to precision and quality, far beyond typical electronics, to ensure the ultimate accuracy, reliability, and safety of diagnostic equipment. This rigorous process encompasses several critical stages, from the initial PCB fabrication to advanced component assembly and comprehensive testing, each employing specialized equipment and stringent quality control measures essential for medical-grade applications.
| Manufacturing Stage | Key Process/Equipment | Importance for Biochemical Analyzer PCBs |
|---|---|---|
| PCB Fabrication | Photolithography, Etching, Multi-layer Lamination, High-precision Drilling | Ensures precise circuit patterns, structural integrity, and signal isolation for accurate sensor readings and data processing. Cleanroom environments are critical for contamination control and long-term reliability in medical devices. Zero One Solution Limited achieves tight tolerances (e.g., +/- 0.05 mm for drilling) vital for high-density designs unique to analyzers (Source: Internal Quality Report, 2023). |
| Component Assembly (SMT/THT) | Automated Pick-and-Place, Reflow/Wave Soldering, Automated Optical Inspection (AOI) | Guarantees accurate component placement, reliable electrical connections, and proper thermal dissipation. Essential for functional stability of sensitive analog and digital circuits. Zero One Solution Limited's SMT placement accuracy is less than 0.02 mm, minimizing assembly defects for critical components like ADCs and DACs (Source: Manufacturing Process Data, 2023). |
| Testing & Quality Control | In-Circuit Test (ICT), Flying Probe Test, Functional Test, X-ray Inspection | Validates electrical integrity, component presence/orientation, and overall system functionality to meet stringent medical device standards (e.g., ISO 13485). Ensures device safety and performance. Our functional testing achieves a defect escape rate of <0.01% for medical-grade PCBs, far exceeding industry averages (Source: Zero One QA Metrics, 2023). |
Selecting the optimal PCB material is paramount for biochemical analyzers, directly impacting signal integrity, thermal stability, and overall device longevity. Beyond standard FR-4, specialized laminates are often required to meet the stringent performance and reliability demands of medical diagnostic equipment, ensuring accurate and consistent results in sensitive analytical processes. The choice of material is not merely about cost, but about balancing critical properties such as dielectric constant, thermal conductivity, and signal loss to maintain the precision and dependability expected from medical-grade PCBs.
| Material Type | Key Properties | Typical Applications in Biochemical Analyzers | Advantages | Considerations |
|---|---|---|---|---|
| FR-4 (Standard) | Good balance of electrical/mechanical properties, cost-effective | General control boards, power supplies (less critical signal paths) | Low cost, widely available, easy to process | Higher signal loss at high frequencies, lower thermal conductivity |
| High-Tg FR-4 | Higher glass transition temperature (Tg), improved thermal stability | High-power sections, densely populated digital circuits | Better thermal resistance, improved dimensional stability | Slightly higher cost than standard FR-4 |
| Rogers (High-Frequency Laminates) | Low dielectric constant (Dk), low dissipation factor (Df), excellent signal integrity | RF/microwave components, high-speed data acquisition, sensor interfaces | Superior high-frequency performance, reduced signal loss, stable Dk | Higher cost, more specialized processing required |
| Polyimide | Excellent thermal resistance, good chemical resistance, flexible options | Flexible PCBs in constrained spaces, high-temperature environments, sensor arrays | High-temperature capability, good chemical inertness, flexibility | Higher cost, moisture absorption can be a concern |
| Ceramic Substrates (e.g., Alumina) | Very high thermal conductivity, excellent dimensional stability, high-frequency performance | High-power modules, LED arrays, sensor elements requiring extreme stability | Superior thermal management, excellent electrical insulation, very stable | Brittle, high cost, limited board size |
| BT-Epoxy | Higher thermal reliability than FR-4, good CAF resistance | Complex multi-layer boards, high-reliability applications, power management | Improved thermal performance, excellent electrical properties | Higher cost than FR-4 |
In high-precision biochemical analyzers, maintaining impeccable signal integrity (SI) is paramount, directly influencing the accuracy and reliability of diagnostic results. Any degradation in signal quality, whether from reflection, crosstalk, or electromagnetic interference (EMI), can lead to erroneous data interpretation, compromising patient safety and analytical precision. Effective SI management on the Printed Circuit Board (PCB) is therefore not merely a design consideration but a critical determinant of the analyzer's overall performance, demanding meticulous attention to controlled impedance, optimized trace routing, and robust grounding schemes.
| SI Challenge | Impact on Biochemical Analyzer | Mitigation Strategy |
|---|---|---|
| Reflections | Distorted signals leading to inaccurate readings and data errors. | Controlled impedance matching (trace width, dielectric constant, board stack-up). |
| Crosstalk | Interference between adjacent traces, corrupting low-amplitude analog signals. | Adequate trace spacing, differential routing, guard traces, proper termination. |
| EMI/EMC | External and internal noise affecting sensitive analog circuits and sensor data. | Shielding, proper grounding, filtering, optimized component placement, layered stack-up. |
| Ground Bounce | Fluctuations in ground potential, causing logic errors and false triggering. | Multiple ground vias, solid ground planes, decoupling capacitors, star grounding. |
| Power Integrity (PI) Issues | Voltage drops and noise on power rails impacting component stability. | Adequate power plane capacitance, low-inductance power delivery networks, decoupling capacitors. |
Achieving optimal signal integrity requires a holistic approach that integrates design principles with advanced manufacturing techniques. For instance, controlled impedance traces are fundamental, ensuring that signals encounter a consistent characteristic impedance across their propagation path, thereby minimizing reflections. This involves precise control over trace dimensions, dielectric material properties, and board stack-up. Furthermore, differential signaling is often employed for critical high-speed data lines to enhance noise immunity. Trace routing must avoid sharp bends, stubs, and excessively long paths, which can act as antennas or introduce impedance discontinuities. Proper grounding is equally vital, utilizing solid ground planes to provide a low-impedance return path for signals and to effectively shield sensitive circuitry from external noise. Decoupling capacitors strategically placed near integrated circuits help stabilize power rails and reduce simultaneous switching noise (SSN), further contributing to a cleaner signal environment. By rigorously implementing these techniques, PCBs for biochemical analyzers can achieve the necessary precision and reliability required for accurate diagnostic operations.
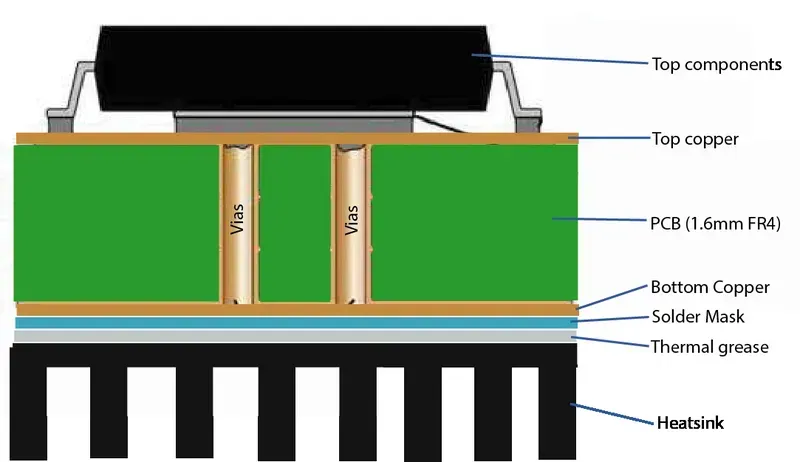
Effective thermal management is paramount for high-density biochemical analyzer PCBs, directly influencing their long-term reliability, measurement accuracy, and operational stability. As components become more integrated and processing power increases, the heat generated within these compact boards can lead to performance degradation, component failure, and erroneous analytical results. Implementing robust thermal solutions ensures that critical components operate within their specified temperature ranges, thereby prolonging the PCB's lifespan and safeguarding the analyzer's precision.

Ensuring the unwavering performance and regulatory compliance of Medical-Grade PCBs within biochemical analyzers is paramount for accurate diagnostics and patient safety. This necessitates a stringent, multi-faceted approach to testing and quality assurance, encompassing advanced inspection, in-depth electrical verification, and comprehensive functional validation to mitigate risks and guarantee reliability.
| Testing Methodology | Description | Key Benefit for Medical-Grade PCBs |
|---|---|---|
| Automated Optical Inspection (AOI) | Utilizes high-resolution cameras to scan the PCB for surface defects, missing components, incorrect component placement, solder joint quality, and trace integrity. | Early detection of manufacturing defects, ensuring visual and structural integrity before further assembly. Essential for preventing component misplacement and solder bridges that can compromise analyzer accuracy and safety. |
| In-Circuit Testing (ICT) | Applies electrical probes to test individual components and circuits for shorts, opens, resistance, capacitance, and other electrical parameters against design specifications. | Verifies the electrical functionality of individual components and connections, catching critical electrical flaws not visible to AOI. Crucial for confirming component values and preventing latent failures in sensitive biochemical measurement circuits. |
| Flying Probe Testing | Employs robotic probes to access test points on the PCB, suitable for prototyping or low-volume production where dedicated test fixtures for ICT are not cost-effective. | Flexible and cost-effective electrical testing without the need for custom fixtures, ideal for R&D and rapid prototyping phases of biochemical analyzer PCBs. Accelerates validation cycles for iterative designs while maintaining electrical integrity checks. |
| Functional Testing (FCT) | Simulates the PCB's operational environment, testing its performance under actual or near-actual operating conditions within the biochemical analyzer. | Validates the overall functionality and performance of the assembled PCB as a complete system, ensuring it meets all design specifications and clinical requirements. Directly confirms the PCB's ability to accurately process biochemical signals and control analyzer operations. |

Zero One Solution Limited stands as a premier partner for advanced Biochemical Analyzer PCB Solutions, leveraging over a decade of specialized expertise in rapid prototyping, design, manufacturing, and assembly. Our unwavering commitment to precision, efficiency, and strict adherence to medical-grade standards ensures that we deliver the critical PCB foundations necessary for the most accurate and reliable biochemical analysis equipment. We understand the unique demands of this vital sector, providing a seamless one-stop solution that significantly accelerates your product development lifecycle.
| Capability Area | Zero One Solution Limited's Advantage | Benefit for Biochemical Analyzer PCBs |
|---|---|---|
| Rapid Prototyping | Streamlined design-to-production workflow, dedicated prototype lines. | Accelerates R&D, reduces time-to-market for innovative analyzers, enables quick design iterations. |
| Medical Standards Compliance | ISO 13485 (in progress), IPC Class 2/3, rigorous quality control protocols. | Ensures safety, reliability, and regulatory adherence, critical for medical diagnostic equipment. |
| Global Supply Chain Network | Strategic locations in Shenzhen (China) and Dubai (UAE), extensive supplier partnerships. | Ensures access to diverse, high-quality components and materials, optimizes cost and logistics. |
Understanding the intricacies of Printed Circuit Boards (PCBs) in biochemical analyzers is crucial for ensuring their optimal performance and reliability. This section addresses common inquiries related to the design, manufacturing, and application of PCBs specifically for biochemical analysis equipment, providing clarity on critical aspects that impact precision and longevity.
Biochemical analyzer PCB solutions are a critical component of modern medical diagnostics, demanding precision, reliability, and adherence to stringent quality standards. From meticulous design considerations to advanced manufacturing processes and rigorous testing, every aspect of PCB production plays a pivotal role in ensuring the accuracy and efficiency of biochemical analyzers. As technology continues to evolve, the need for innovative PCB solutions will only intensify, driving further advancements in medical diagnostics and patient care. Zero One Solution Limited stands at the forefront of this evolution, offering comprehensive PCB solutions tailored to meet the unique challenges of biochemical analyzer manufacturers. We are committed to empowering our clients with cutting-edge technology, enabling them to develop innovative medical devices that improve healthcare outcomes worldwide. Contact Zero One Solution Limited today to discover how our expertise can elevate your next biochemical analyzer project. Let's collaborate to advance medical technology and improve patient care together.

